电话:0515-82331542

射阳伟达探伤设备制造厂
电 话: 0515-82331542
传 真: 0515-82331542
网 址: www.td-ndt.com
邮 箱: ndt518@163.com
地 址: 江苏射阳合德镇工业园
联系人: 朱先生
电 话: 13032599418
一、基本要求
磁粉探伤机操作者必须仔细阅读《使用说明书》,熟悉设备结构、性能、试验原理,严禁违规操作。
二、工作前的准备
1、荧光磁化液的配制:用荧光磁粉与无味煤油或特种煤油按2-3g/L配制。
2、将调配好的约20升磁悬液倒入槽内,用离心泵搅拌吸引将磁化液搅拌均匀。
三、试验程序
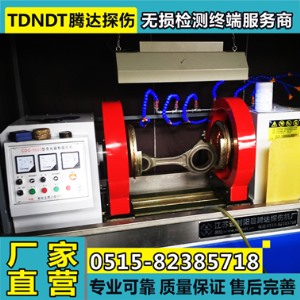
1、开机:合上前下方总电源开关,电源指示灯亮红等,机器带电,接通气泵开关,气压设定在0.4MPa左右(本设备间隙喷油、加紧探伤零件都需要气开关、压力不能小于0.35MPa)
2、 调整夹头位置,放入产品后间隙应该在10~15mm,开水泵吸介质液。
3、周向磁化电流调节:将周向磁化电流开关置开状态,将程序开关置手动,启动脚踏开关,气缸工作,旋转周向磁化电流旋钮调节电流,电流大小按下确定。
电流与直径的关系应符合:D<20mm时I≈200+(8~16)D ,D≥20mm时I≈(8~16)D要求。具体为:M6 250~300A M8 270~330A M10 280~350A
M12 300~400A M14 320~430A M16 330~450A
M18 350~490A M20 360~520A
非圆棒状零件采用等同有效直径的电流。
4、纵向电流开关开状态,启动脚踏开关,气缸工作,旋转纵向磁化电流旋钮调节电流。纵向磁化电流,一般选用1~3A,零件尺寸越大电流也选大。
5、灵敏度试片使用:
将适当的灵敏度试片用软纸或纱布擦干净,将有刻痕的一面用胶带纸贴在工件表面,与工件一起磁化,并在试片上喷磁化液,磁化后的试片在荧光灯下是否能清晰看到刻槽,以决定电流是否合适,磁粉性能是否合适。
6、调整喷液球阀确定喷液大小,以全部喷到介质液。
7、调整喷液时间,使其在磁化电流消失以前停止喷液,防止磁化后的磁粉液迹被冲走。
8、调整完毕,即可工作,将工件放置在卡头上,启动脚踏开关,气缸工作夹紧,按下喷液开关喷液、同时通电磁化。
9、探头缩回,取下工件(尽量少接触外边面以防止磁化液迹面被破坏),在紫外线荧光灯下观看,有表面缺陷的地方会有明显的线状荧光线条。
10、对产品进行退磁处理,产品放在退磁机上按中下部位绿色,传输带运动,将工个件带过退磁线圈退磁。对磁化厉害的还需要2次甚至3次退磁。
11、需要连续工作时,将程序旋钮置程序位置。启动脚踏开关即可工作。不需手动按通电、喷液按钮。
四、注意事项:
1、本磁粉探伤机电流大,各连线及接触点必须良好,探伤工件也必须有良好接触面,否则接触面易过烧或可能引燃荧光介质。
2、操作中,如果工件表面接触不良,或材料内阻大引起周向磁化电流达不到预定值,故障灯会闪烁5秒自动报警。
上一条: 无
下一条: 探伤清洗机的正确选购